Iron foundry basics
End of Melt
At the end of the melt, charging
is stopped, but the air blast is
maintained at a decreasing rate
until all the metal is drawn off.
The drop-bottom doors are then
opened, to drop the remaining
debris. This is quenched with
water, the remaining coke can be
recovered for future use.
After the cupolette has cooled, it
will be necessary to carry out
repairs to the fire bricks, to make
the furnace ready for the next
melt. New fire bricks may be
required in some places, but it is
usually sufficient to patch with a
suitable clay or ganister, bringing
the lining back to its original
dimension.
There are approximately 700
ferrous small scale foundries
having cupola or pit crucible
furnaces as melting media in
Punjab, mostly concentrated at
Batala, Ludhiana and Jullundur.
They make such products as
machine tool castings, sewing
machine parts, agricultural
implements such as chaff cutting
machines, hand and power
operated, malleable pipe fittings,
hand tools, forging hammers,
ingot moulds, soil and drain
water pipes, pipe fittings and
pipe specials.
Pouring
Pouring methods depend upon
the type of furnace and the size
of casting.
The crucible can be lifted from
the furnace and the metal
poured direct into the mould by
two men using a carrier. For
small castings a small ladle can
be used.
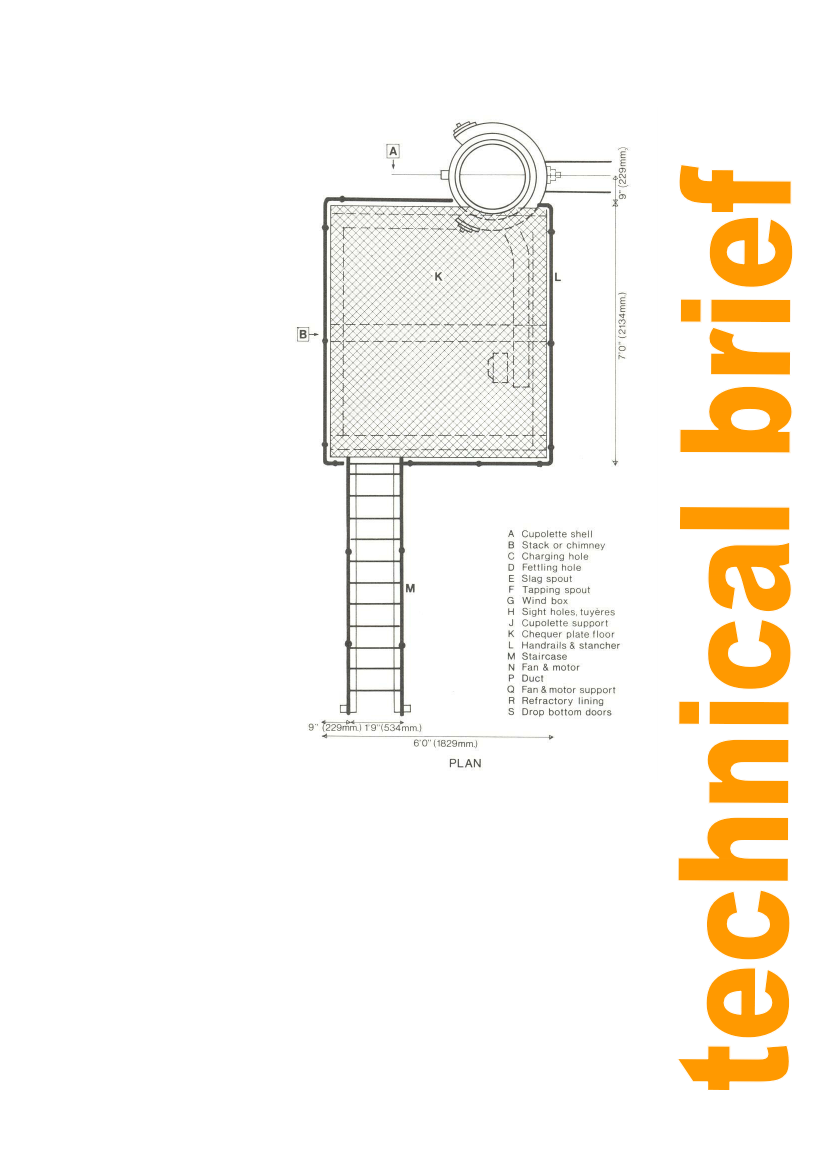
Figure 5: Cupolette
Practical Action
7